重力鑄造法精密鑄造之間的關系
壓鍛造形成,沖壓鍛造成成形又分為冷壓、溫壓和熱壓。而以熔模精密鑄造方法大批量生產手表殼的廠家為數極少,所以手表殼的主要生產方法還是以板材沖壓為主要生產方法。但沖壓成形方法無法生產形狀復雜及殼身有特殊要求(如:殼身方形盲孔、殼身復雜花紋及殼身帶有凹凸字等等)的手表殼。而以熔模精密鑄造方法生產的奧氏體不銹鋼表殼,突破了原始的板材沖壓成形方法所無法制作的領域,同時也標志了用熔模精密鑄造方法大批量生產手表殼的技術得到了認可,填補了制表業及精鑄業的一項空白。使手表殼在形狀和外觀上有了新的突破,使熔模精密鑄造在尺寸精度要求上有更高的追求。
用奧氏體不銹鋼生產手表殼的工藝特點:
用奧氏體不銹鋼生產手表殼的工藝過程與普通熔模精密鑄造工藝過程基本相同。但手表殼產品的尺寸精密、表面粗糙度、形狀及冶煉要求非常嚴格,在手表殼的生產中各工藝環節控制和管理極其嚴格。
1.模具制作
按手表殼的要求不同,壓蠟模具一般采用鋁模和鋼模兩種,且須采用CNC和火花機進行生產制作。表殼模具生產的突出特點是快、精、難。
(1)表殼樣板交期為7天,其模具生產周期僅為2天,所以手表殼的壓蠟模具制作一定要快。
(2)模具尺寸精度要求0-0.05mm,且表面精糙度要求Ra0.8,因為表殼鑄件表面煉
由于手表殼屬裝飾品、表殼磨光要求達到鏡面,磨光后表面不允許有一個黑點存在,也不能有一個白點和一個針孔存在,因此非真空中頻爐的冶煉工藝和操作過程控制的要求特別嚴格。
嚴格控制原材料中雜質含量,回爐料的使用量及進行嚴格的清洗和烘干,防止夾雜物及氧化物帶入爐內。
所有入爐之原輔材料均經清洗,并按工藝烘干。
成份計算要準確,采用造渣工藝,盡可能增加渣層的顯孔率,并進行沉淀脫氧加擴散脫氧,出爐前加入鋼水精煉劑。
澆注前用除渣劑去凈表面還原渣。
5.后處理
清砂、去氧化皮
由于手表殼的表面粗糙度要求很高,所以不能采用噴處理去清砂,而應采取堿爆處理去除。即用96%的NaOH加熱至480℃-500℃進行堿煮加水爆,即所謂的三分反應七分爆,可獲得表面光潔的手表殼鑄件。
去水口
由于表殼鑄件的水口設置基本相同,便于采用沖床去水口,特點是效精密鑄造又叫失蠟鑄造,它的產品精密、復雜、接近于零件最后形狀,可不加工或很少加工就直接使用,故熔模鑄造是一種近凈形成形的先進工藝。
我國古代:王子午鼎、銅禁、銅獅等等,都是熔模鑄造的杰作。自20世紀40年代熔模鑄造用于工業生產后,半個世紀中一直以較快的速度發展著。特別是歐美國家發展迅速。現在熔模鑄造用于航空、兵器部門外,幾乎應用于所有工業部門,特別是電子、石油、化工、能源、交通運輸、輕工、紡織、制藥、醫療器械、泵和閥等部門。近幾年我國發展也迅速。
熔模技術發展使熔模鑄造不僅能生產小型鑄件,而且能生產較大鑄件,最大的熔鑄鑄件的輪廓尺寸以近2m,而最小壁厚卻不到2mm.同時熔模鑄件也更趨精密,除線形公差外,零件也能達到較高的幾何公差.熔鑄鑄件的表面鑄造度值也越來越小,可達到Ra0.4μm。
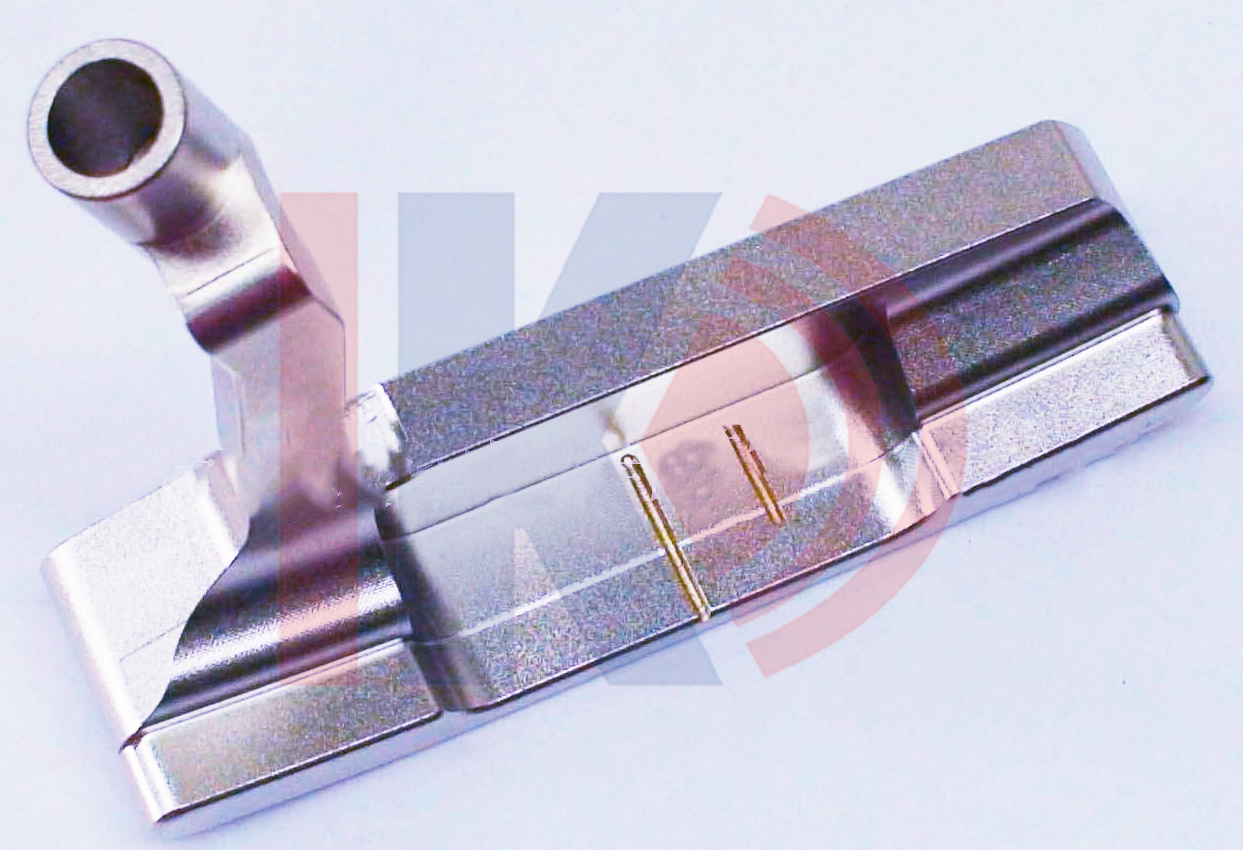
下面實列就是熔模鑄造先進之處表現:
手表殼在外觀形狀上一般按表殼玻璃形狀,可分為圓形、橢圓形、方形、長方形四種。
世界上手表殼的生產,如果以產量計算,那么95%以上的數量集在中國廣東和中國香港,用于生產表殼的材質有塑料、鋁合金、銅合金、欽合金及奧氏體不銹鋼等。
手表殼的生產方法有塑料注塑成形,鋅、鋁合金壓鑄成形,板材沖要求較高。
(3)模具要求準確度高,一次合格率為98%,因交板期緊,無修改模具時間。
2.蠟模制造
(1)手表殼生產中,采用中溫模料,如日本產K512,美國產KW-218和W101等模料。
(2)由于手表殼品種繁多,每次訂單有幾十種,且交貨周期短,所以采取一個射嘴同時用四套模具生產,采用增加模座的方式。
(3)生產中采用液壓壓蠟機,在工作壓板和模座上均通冷卻水系統保證模具的適宜溫度,冷卻水溫控制在10℃-12℃。
(4)蠟溫控制在52-56℃,保壓對間30秒,射蠟壓力為3.0Mpa,射蠟車間室溫控制在24℃±2℃。
(5)蠟件生產采用首檢、自檢。質檢員對蠟件外觀作全檢,尺寸作抽檢。蠟件尺寸波動控制在±0.05mm以內。
3.粘漿制殼
(1)兩層面漿 面漿均采用澳大利亞進口鋯砂、鋯粉,粘結劑采用產自臺灣的830硅溶膠,漿料的粒度配比、粘度控制嚴格,所有表殼均采用真空粘漿,或采用噴漿加真空粘漿,再加補強漿,回漿控制嚴格,防止造成不均。面層浸漿室溫度控制在22℃-24℃,濕度(65-70)%,視品種不同干燥時間不同,檢測干燥后,進行浸830硅溶膠再進行第二層面漿操作。
(2)三層背漿 背漿均采用馬來砂、馬來粉做耐火材料,采用內地1430硅溶膠粘結劑,干燥是在恒溫、恒濕間完成,每層干燥時間視品種不同而定。
室溫控制在22℃-25℃,濕度控制在(58-62)%,浸完強化漿層后干燥12小時進行脫蠟。
(3)特急品種及樣板制作,采用特殊方法處理,沾漿4.5層,殼模總干燥時間(13-15)小時,即可進行脫蠟。且產品品質與大貨無異。
4.焙燒熔煉澆注
(1)焙燒
由于手表殼的轉角R很小,且棱線、尖角要求非常清晰,所以焙燒溫度較高,控制在1150℃,保溫30min。因此焙燒尺寸精度要求較高的手表殼殼模時,用硅碳棒電爐加熱,溫度可控制在±5℃范圍內。以保證尺寸的波動在0.05mm以內。
(2)熔率高。
熱處理
由于奧氏體不銹鋼手表殼出廠前均需檢測抗腐蝕試驗。因此,須對出廠前手表殼進行固溶處理,其設備采用連續式無氧化固溶處理爐。保證其不被氧化的同時,提高抗腐蝕性能。
模鍛整形
對于表殼玻璃位尺寸要求在±0.02mm的一些特殊款式的手表殼,需用模具進行整形,采用油壓壓機進行校正,以保證功能位尺寸達到圖紙要求。校正后作固溶處理
6.經拋光處理達到要求光潔度。
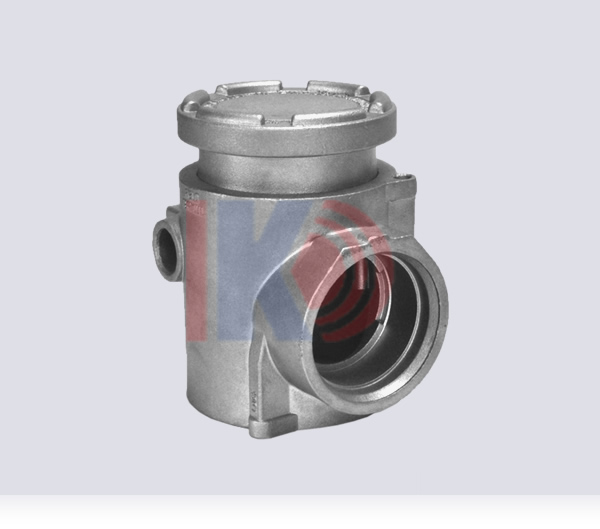
- 上一篇:不銹鋼儀表鑄造進行生產制作
- 下一篇:適度降低合金液澆注溫度和模具溫度